
-
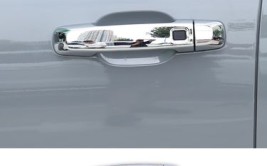
长城汽车:后门外板门把手凹坑问题解决方案(门把手门外成形部位制件)
2门把手凹坑问题形成原因门把手凹坑是板料在成形过程中门把手部位不均匀拉深而产生的一种弹性变形,多以门把手拐角部位凹坑状态呈现,少量车型在门把手上部或下部呈凸起状态,目视光影均存在扭曲变形,不同外...
-
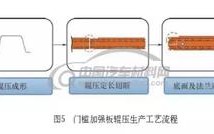
汽车门槛冲压及辊压工艺对比分析(门槛冲压成形工艺生产)
某车型左/右侧围门槛加强板采用高强度钢板产品(见图1),其厚度大约为1.2~1.5mm,材料屈服强度σs=420~550MPa,抗拉强度σb≥780MPa。由图1可见断面较为规整,既可用常规冲压工...
-
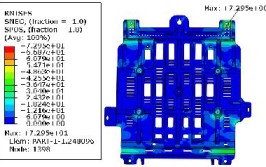
有限元模拟仿真:汽车B柱加强板工艺分析及模拟分析(成形模拟分析工艺冲压)
汽车立柱加强板在加工成形过程中,需经过落料、拉延、修边、冲孔等多道工序,其中拉延为小应变大变形,涉及材料非线性、几何非线性及边界接触非线性问题,是该零件成形的难点。1工艺分析及模拟1.1零件...
-

五轴加工中心进行汽车内饰件的修边、切削处理(成形汽车切削加工中心伯特)
随着电动汽车与无人驾驶技术以及新能源汽车的到来,汽车轻量化设计将是汽车设计的必然趋势,而能使汽车轻量化设计转为现实的必然是塑料。塑料大量利用于汽车行业。常用的塑料成形工艺主要有注射成形、中空吸塑成...
-

2025年日本东京冲压钣金成型加工MFTOKYO(压力机成形加工成型钣金)
展会时间2025年展会地点TokyoBigSight(图片来自网络侵删)3Chome-11-1Ariake,KotoCity,Tokyo135-0063展会周期两年一届展会介绍...
-

北京奔驰:北汽侧围外板A柱成形起皱改善方法研究(成形起皱零件改善所示)
图1所示椭圆处为侧围外板A柱前端区域,各车型侧围外板A柱前端结构会不同,一般分为2种:开口结构与封闭结构。图1侧围外板图1所示椭圆处成形工艺方案为拉深、侧切边、侧整形,该处结构特点决定了侧整形时...
-

五轴加工中心进行汽车内饰件的修边、打孔、切削处理(成形打孔切削加工中心汽车)
由于塑料易于加工、制造,可根据需要随意着色,可制作轻高强度的产品,不生锈、耐腐蚀,保温性能良好,能制作绝缘产品,被广泛应用于汽车内外饰。根据各部件性能的不同需要,应用于内饰的改性塑料包括:通用塑料...
-

浅析行李箱盖内板起皱原因与改进(制件成形板料起皱浅析)
某车型行李箱盖内板,设计为单动拉深成形,板料为DC06,板料尺寸为0.8mm×1520mm×1050mm,在冲模调试过程中,拉深成形时制件两端处存在起皱缺陷,起皱严重易导致制件报废。试冲制件起皱...
-

北汽如何解决侧围B柱上边梁弯曲问题(制件成形弯曲板料如何解决)
图1侧围B柱上边梁弯曲缺陷缺陷产生在拉深工序,成形过程中制件状态不稳定,生产条件的轻微波动则会导致此缺陷更严重,现通过对缺陷产生的根本原因进行分析及验证,从制件设计方面制定了防止缺陷再发生的对策...
-

研制首台穿轧一体成形设备 材料利用率提升至95 宁波大学工科女博士六年磨一轴
“轴”是航空航天、高速列车、船舶汽车等领域的核心基础零部件。在当下火热的新能源汽车中,电机轴就作为“心脏”驱动电机里的核心零部件,承载着传输动力、提高性能、保障行车安全的重要任务。同时,其加工工艺...
