
-
你就是老大(间隙变形变异模具尺寸)
下述各点可以作为检修的参考:[一]量测最後所冲打出之成品,核对检查标准以判定变异处,在核对LAYOUT量测该工程尺寸有否与模具图相同,尺寸变异与否,必要时须量测前後相关工程以切确判定变异之处和原因...
-
模具技术皆出于此(模具刀口间隙于此断面)
当我们设计模具组装后调试时会出现具体的试模问题,这些问题才能体现设计师、钳工技术水平。如:废料断面判断冲裁间隙合理的冲裁间隙是在满足产品尺寸精度的前提下,尽量的加大,以此来保证模具冲头、刀口的使用...
-

可能会遇到,值得收藏(冲头刀口折弯抽芽间隙)
一、产品跳废料1)冲子的长度不够,将冲头刀口切入下模一个料厚加2mm或者更换更长冲头。2)下模刀口间隙过大,入子降低间隙。(图片来自网络侵删)3)冲子或工作模板未消磁,把冲子或模板用去磁器去磁。二...
-
冲压模具\u0026冲压件常见问题汇总及解决对策分析(间隙制件模具冲压刀口)
冲压模具常见问题分析(一)1.废料跳穴(图片来自网络侵删)1)冲头长度不够,按冲头刃口切入凹模一个料厚加1mm更换冲头2)凹模间隙过大,割入子减少间隙或用披覆机减小间隙3)冲头或模板未去磁,将冲...
-

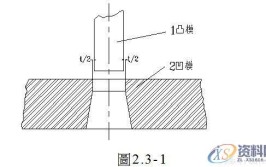
告别模具冲压件“划痕”缺陷(划痕模具看完缺陷材料)
我们冲压产品在成形的时候,出来的产品都不太好看,这是为什么呢?这是因为我们在折弯时,冲头和材料面会有摩擦,而材料有没有冲头硬,所以就会有划痕。那么我们要怎么操作才能消除这些影响外观的划痕呢?这就是...
-
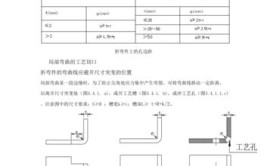
大型汽车冲压铸件模具异形修边结构设计(模具冲头铸件冲压汽车)
1:铸件模具单边修边基本结构和刀口冲头与材质简述冲头一般用钢件,下模较大的零件又不是厚料高强板可以用空冷钢浇铸。如是厚料高强板刀口部位须镶硬料钢件。2:冲头的固定方式(图片来自网络侵删)冲头固...
