
-
一汽模具技术分享:某车型铝合金结构件冲压工艺设计及回弹补偿法(回弹制件拉伸铝合金冲压)
文章已刊载在《模具制造》月刊,版权归作者所有,转载请注明出处,谢谢!【摘要】以某车型铝合金结构件为例,分别从冲压工艺和回弹补偿角度,分析并确定了合理的冲压工艺方案,同时对铝合金的特点进行了详...
-

「干货」应对汽车翼子板拉深起皱开裂的技术总结(制件整形开裂起皱成形)
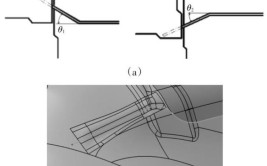
图1传统翼子板前保险杠处拉深成形工艺传统方案的问题分析及解决办法针对传统翼子板前保险杠处拉深起皱开裂问题,其开裂和起皱原因如下。1,开裂原因(图片来自网络侵删)①前翼子板保险杠处台阶高度约为...
-
整体式车门外板窗框回弹控制(回弹制件成形窗框所示)
1开发案例及经验分析某车型后门外板外形尺寸为1285mm×760mm,材料为B180H1,料厚为0.7mm,采用4道工序,左右件对称成形,工艺方案为:①拉深→②修边冲孔→③修边冲孔剖切→...
-

冲压件起皱和叠料、回弹、开裂的产生原因与解决方法(回弹制件材料成形起皱)
冲压件成形过程中常见的质量问题主要有起皱、开裂、回弹、表面质量(塌陷、滑移、冲击)等缺陷。以上问题占冲压件质量整改的85%以上,模具的反复整改、维修造成使用寿命降低,停机时间剧增,产品的返工甚至...
-

汽车翼子板负角度翻边缺陷研究(制件缺陷工序表面角度)
汽车翼子板是车身前部重要的外覆盖件,因其结构复杂、曲面较多,成形的制件尺寸问题和表面质量缺陷层出不穷,一直是整车制造厂面临的难题。翼子板作为汽车一区零件,是消费者目视可见区域,此区域并不需要仔细观...
-

后轮罩外板成形及回弹解决方案(制件后轮成形回弹分析)
随着CAE分析技术的日臻成熟,对复杂冲压过程的仿真日益完善,可以通过前期模拟分析制件成形过程中存在的各种缺陷,通过前期提出制件结构设计变更及调整冲压工艺,避免后期实际模具开发时产生的整改成本或制件...
-

应用反拉伸及刺破有效解决汽车后背门内板起皱及开裂问题(拉伸制件板料开裂后背)
后背门内板作为冲压件中最复杂的制件之一,正是由于这个造型特征,决定了模具零件型面的复杂性和拉伸深度的差异性,导致拉伸成形时板料走料不均匀,应力应变不均匀,易出现起皱或开裂等质量问题。后背门...
-

浅析行李箱盖内板起皱原因与改进(制件成形板料起皱浅析)
某车型行李箱盖内板,设计为单动拉深成形,板料为DC06,板料尺寸为0.8mm×1520mm×1050mm,在冲模调试过程中,拉深成形时制件两端处存在起皱缺陷,起皱严重易导致制件报废。试冲制件起皱...
-

北汽如何解决侧围B柱上边梁弯曲问题(制件成形弯曲板料如何解决)
图1侧围B柱上边梁弯曲缺陷缺陷产生在拉深工序,成形过程中制件状态不稳定,生产条件的轻微波动则会导致此缺陷更严重,现通过对缺陷产生的根本原因进行分析及验证,从制件设计方面制定了防止缺陷再发生的对策...
-

分享汽车门把手夹心射出成型(注塑夹心制件材料把手)
。门把手是一个兼具了外观与功能性质的零部件。除了被赋予视觉要求外,把手也要承担安全职责。因此,在加工方法和选材上,门把手都有一些特殊的要求和特点。而其选材,又往往是根据加工方法而决定的,内外门把手...
