缘由:板料冲压中材料活动不平衡,因为挤压而无法吸收与抵消。
处理意见:均衡板料活动速度。
处理办法:
 汽修知识")
(图片来自网络侵删)
⑴烧焊增高拉延筋,增大板料活动阻力;
⑵对起皱部分做强压处置,减小该处型面间隙;
⑶改动拉延筋外形,如将圆筋改爲方筋,或许改动拉延筋大小;
⑷添加落料件尺寸,增大压边圈的作用。
紧急措施:
⑴增大压机压边力;
⑵在相关处垫胶带;
⑶调整平衡块,添加局部平衡块垫片,添加局部板料活动阻力。
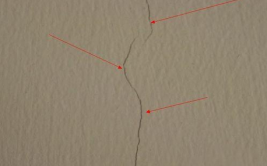
2、开裂与伤线(缩颈)
开裂在新模具或调试时出现,开裂直接招致零件报废,伤线爲零件将要出现开裂的极限表现,经过涂装烘烤以后,材料应力释放,依然有可以让零件开裂,因此,在冲压消费进程中必需根绝成品件的伤线。
缘由:因板料活动过于顺畅,冲压中板料拉伸变形程度跨越材料本身的延展率要求,出现冲压件开裂。
处理意见:改善板料活动速度。
处理办法:
⑴烧焊降低拉延筋,添加板料走料阻力;
⑵改善型面光亮度;
⑶添加刺破刀,添加局部板料活动供应量;
⑷改动拉延筋外形;
⑸减小板料边尺寸。
紧急措施:
⑴在开裂或伤线处涂抹润滑油;
⑵适当减小压边力;
⑶调整平衡块,添加局部平衡块垫片,减小局部板料活动阻力。
关于起皱与叠料,不知你有什么更好的办法吗?