问题点
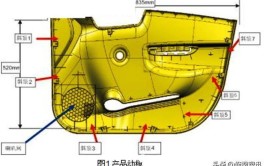
问题1. 产品表面冲料导致产品阴阳面
改善后
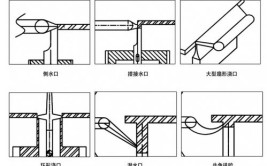
(浇口注塑填充阴阳思路) 汽修知识")
(图片来自网络侵删)
原因分析
原因分析1
工艺: 1.浇口处填充速度过高20mm/s,在填充过程中料流不能平稳进过浇口,产生喷射. 形成表面外观缺陷.
2.模具温度不高 ,在物性表规定的模具温度50-70,在下极限 50度设定范围.
�
原因分析2
材料:1.使用塑料粒子是PC+ABS 流动性不好,在填充过程浇口出喷射导致产品表面缺陷.
2.使用材料PC+ABS 色泽不亮,在喷射口处留下冲料温显现黑色,材料现有光泽无法覆盖冲料纹缺陷.
原因分析3
模具:浇口采用点进胶,浇口小,在填充过程熔体受填充压力大导致喷射导致产品表面缺陷.
解决方案
解决方案1
工艺: 1.浇口处填充速度20mm/s 调整到10mm/s.
2.模具温度由50度调整到60度.
解决方案2.
材料; 1.提供流动性,熔融指数由原先是18 g/10min调整到 22g/10min.
2. 材料优化调整降低消光剂 由原先4%减低到2%.
解决方案3.
模具:进胶口大小长宽2mmX深度 0.8mm 调整到浇口宽2mmX深度1mm.