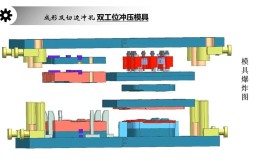
1:铸件模具单边修边基本结构和刀口冲头与材质简述
冲头一般用钢件,下模较大的零件又不是厚料高强板可以用空冷钢浇铸。如是厚料高强板刀口部位须镶硬料钢件。
2:冲头的固定方式
 汽修知识")
(图片来自网络侵删)
冲头固定方式一般都是直接从冲头反销模座。打定位销。由于冲头较大,一般冲头在100以上都不做上垫板
3:冲头与上脱板的隙大小。
冲头与脱料板间隙是要太小,一般在0.5MM左右。脱料板用空冷钢就可以了。
4:靠刀面与,冲头和刀口的相互关系。
靠刀面与冲头之间不用放间隙, 冲头要先导入靠刀再进行修边动作。如反之靠刀则失去了存在的意义。
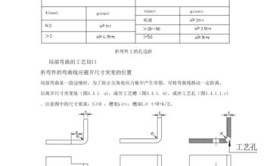
5:下模刀口直伸的做法和直伸取值。
下模刀口直伸不要铸到底,根据零件料厚以及材质的不同相对增加厚度,一般取值20~35MM,然后底部放空。
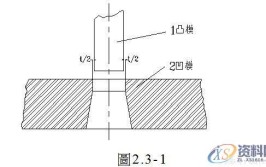
6:冲头的高度取值要求。
冲头不用做太高,在满足修边的情况下可以做矮一点,一般取值最底点为40~50之间,上模座可以做凸台。可有效的节约材料,热处理,加工成本。